咨詢服務熱線:
+86 13777055227

電話:0574-87316120
聯系人:13777055227
郵箱:124693611@qq.com
地址:浙江省寧波市鎮海區九龍湖鎮田顧工業區九龍大道天港巷
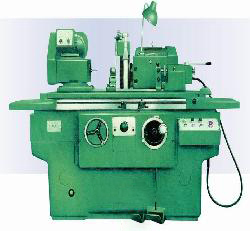
數控機床轉向外圓磨床是一種數控 磨床,生產加工件的圓柱形、錐形或其他樣本線;應用最廣泛,可生產各種圓柱錐形外表面和軸環端面。
方式方法:
數控機床轉向外圓磨床關鍵用于切削外圓面和圓錐面,基本上的切削方式有二種:縱磨法和進入磨法。在縱向研磨過程中,砂輪旋轉以主要健身運動(nt),進給健身運動有:工件旋轉動作向上進給健身運動(nω),
工件沿其中心線往復式挪動作豎向進給健身運動(fα),在工件每一豎向行程安排或往復式行程安排終結時,砂輪周期時間地作一次橫著進給健身運動(fr),所有容量在數次往復式行程安排中逐漸磨掉。進入磨時,工件只作圓上進給(nω),而無豎向進給健身運動,砂輪則持續地作橫著進給健身運動(fr),直至磨掉所有容量做到所需求的規格才行。在一些外圓磨床上,工件的階梯面也可以用砂輪端面磨削。內外圓磨床廠家切削時工件旋轉(nω),并沿共中心線遲緩挪動(fα),以進行進給健身運動。
數控機床轉向外圓磨床的精密度影響因素:
1.砂輪.頭架.尾座等相對高度對工件尺寸精度有害。砂輪、頭架、尾座的等相對高度偏差將使頭架、尾座核心聯線與砂輪主軸軸承中心線在空間產生偏位,這時打磨的工件表面將是一個單葉雙曲面。
2、頭架、尾座核心聯線對砂輪主軸軸承中心線在平面里的平面度偏差對工件尺寸精度的危害。當產生此項偏差時,外圓磨床打磨的工件外觀設計將是一個圓錐體,即砂輪成視角切削,表面有螺旋狀磨紋。
3.砂輪移動對機床導軌平整度偏差的危害。此項偏差的最終結果是使主軸軸承中心線與頭架、尾座核心聯線產生偏位,在磨軸環端口時,將導致軸環端口與工件中心線的平整度偏差。磨直進式外圓磨床外圓時,將危害表面表面粗糙度,造成螺旋狀磨紋。